 Serienproduktion
Serienproduktion
Informationen und Anleitungen zur Inbetriebnahme:
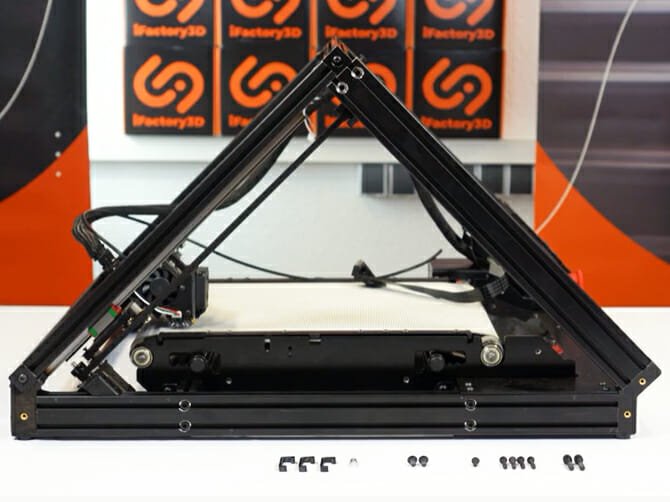
Bitte lesen Sie die Anleitungen und Sicherheitshinweise sorgfältig durch, bevor Sie mit der Inbetriebnahme Ihres Druckers beginnen. Nach dem ersten Aufbau sowie nach jeder durchgeführten Änderung (bspw. Wechsel des Belts / Fließbands) ist eine Kalibrierung des montierten Druckers erforderlich.
Unter “One Pro Anleitungen” finden Sie die vollständige Anleitung, die Informationen zu Aufbau, Wartung, und zur Einrichtung und Kalibrierung Ihres Druckers enthält. Ebenfalls sind dort weitere relevante Anleitungen für den Gebrauch Ihres One Pro 3D-Fließbanddruckers hinterlegt.
Unter “Sonstige Anleitungen” finden Sie die alle bisher veröffentlichenten Anleitungen, die für die Verwendung des Voläufermodells One bereitstehen.
Weitere Informationen zum 3D-Fließbanddruck finden Sie in den FAQs, direkt unter dem Download Angebot für die Anleitungen.
One Pro Anleitungen
Sonstige Anleitungen
FAQs
Die Hauptunterschiede sind in drei Gruppen unterteilt:
– Drucken überlanger Objekte
– Serienfertigung
– Hohle Objekte und Überhänge
Die Kombination aus dem 45° Druck Winkel und dem Fließband als Druckbett ermöglicht:
– einen endlosen Druckvorgang in eine Raumrichtung
– die Herstellung langer Objekte
– eine Serienfertigung
– einen Herstellungsprozess ohne direkten vertikalen Kontakt zum Druckbett
PETG, PLA, ABS, ASA, TPU, PC und NYLON. Für das Drucken von ABS, ASA, NYLON und PC empfehlen wir eine Einhausung.
Die ausführlichen Anleitungen finden Sie oben auf dieser Seite.
Legen Sie das Filament erst ein, nachdem die Düse des Druckers erhitzt ist.
Durch den Filament Runout-Sensor führen Sie das Material ein. Anschließend gelangt das Filament durch die PTFE Tube zum Druckkopf. Mit der Aktivierung über das Filamentwechsel Bedienmenü, oder durch die Betätigung des manuellen Hebels, leitet der 3D Drucker das Filament in den Extruder, wo es anschließend automatisch weiter befördert wird.
Auf demselben Weg entfernt man das Filament auch einfach wieder.
Der integrierte Spulenhalter unterstützt bis zu 1kg Spulen im Bauraum des Druckers.
Sie können den vorhandenen Spulenhalter nach außen umstellen, sodass Spulen mit bis zu 2.5kg Spulen unterstützt werden. Für größere Rollen nutzen Sie bitte einen zusätzlichen externen Spulenhalter.
Die Druckdauer hängt von verschiedenen Faktoren ab, wichtig sind, neben dem verwendeten Material, auch die Slicer Einstellungen und die Geometrie des zu erstellenden Objekts.
Die Slicer Einstellungen:
– Schichthöhe/breite der einzelnen Filament Ebenen
– eingestellte Geschwindigkeit
– festgelegte oder sich ergebende Beschleunigung
– Größe und Menge von Ausfüllungen
– Retraktionswerte
Die individuelle Objektgeometrie:
Je größer das Volumen des zu druckenden Objekts ist, desto länger ist die Druckzeit.
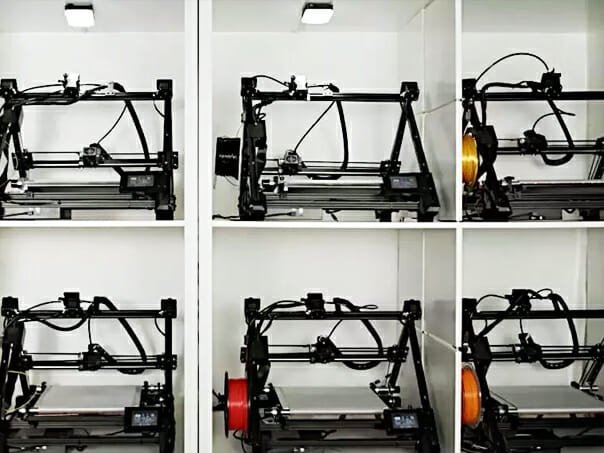
Mit unserer Maschine erreichen wir, durch die Verwendung von Präzisionsbauteilen, die Reduzierung von störenden Schwingungen oder Vibrationen und die stabile Pyramiden Bauform, vergleichsweise hohe Geschwindigkeiten.
Die Druckgeschwindigkeit ist auch durch die Schmelzfähigkeit des Materials im Hotend begrenzt:
Die Verwendung eines Volcano Hotend (mit längerer Schmelzzone vor der Düse) ermöglicht doppelt so viel Materialfluss im Vergleich zu einem Standard Hotend.
Generell gilt: Die Druckgeschwindigkeit verhält sich antiproportional zu Objektqualität.
Realistisch erreichbare Werte für die Slicer Einstellungen mit Qualitätsstandard liegen bei <150mm/s.
Die Z- Achse wird als Fließband Achse definiert und ist daher theoretisch unbegrenzt. Damit ergibt sich ein Bauraum von bis zu 280mm Breite, ca. 170mm Höhe und unendlicher Länge.
Für Bauteile, die weiter als ca. 20cm über die Drucker Abmessungen hinausragen, empfehlen wir, zur Stützung des Objekts, die Nutzung einer Druckbett Verlängerung (Extension).
Als Slicing Software wird aktuell die Software „Ideamaker“ von Raise 3D unterstützt.
Alternativ kann eine angepasste Version von Cura verwendet werden, die das 45° Slicing unterstützt.
Zudem erarbeiten wir eine eigene Slicing Software, die noch in diesem Jahr erscheinen soll.
Die Benutzeroberfläche ist die Bedienoberfläche von „Repetier Server“.
Der Drucker wird mit “RepRap” Firmware betrieben. Ausführliche Anleitungen finden Sie oben auf dieser Seite.
Wir arbeiten an einer AI Fehlererkennung namens PrinterGuard.
Die Fehlererkennung analysiert Kamerabilder, die während des aktiven Drucks entstehen. PrinterGuard überprüft so die Bauteil Qualität. Die AI kann in Zukunft den Druck bei Fehlern selbstständig unterbrechen und Verbesserungsvorschläge für weitere Druckaufträge geben.
Zurzeit ist keine automatische Fehlererkennung im Lieferumfang enthalten; das Erweiterungsangebot zur Nachrüstung dieser Neuentwicklung ist in Vorbereitung.
Durch das Fließband werden die fertiggestellten Objekte automatisch an der Vorderseite des Druckers ausgeworfen. Wenn sich weitere Druckaufträge in der Warteschlange befinden, werden diese automatisch nach Fertigstellung des vorherigen Objektes gestartet.
Um einen Druckauftrag bzw. einen G-Code der Warteschlange hinzuzufügen, muss lediglich das Symbol „Drucken“ bzw. “G-Code in Warteschlange” gedrückt werden.
Die Reihenfolge und Anzahl der zu druckenden Aufträge kann auch nachträglich und während eines aktiven Drucks angepasst werden. Der aktuelle Druckprozess wird dadurch nicht unterbrochen.
Unser Kundensupport ist generell per Email erreichbar, hier können Sie auch Telefonate oder Video Calls mit einem Mitarbeiter vereinbaren.
Die Anleitungen, auch zu Software und Hardware Konfiguration, bieten kostenlose Informationen zur Unterstützung Ihrer 3D Fließband Druck Projekte.
Nutzen Sie unsere Beratung bei Material oder Konstruktionsfragen oder zur Erstellung eines für Fließband Druck optimierten 3D Modells.
Beauftragen Sie die Umsetzung Ihres Auftrags direkt in unserer Print Farm.
Unsere F&E Abteilung realisiert, nach Ihren Vorgaben, individuelle Änderungen am Fließband Drucker oder konstruiert ein angepasstes Modell, das genau auf Ihre Wünsche zugeschnitten ist.
Durch das Fließband werden die Objekte automatisch an die Vorderseite des Druckers gefördert, wo sie mit Hilfe eines montierten Schabers automatisch abgelöst werden.
Dabei verhindert eine Kältezone im vorderen Bereich ein Verziehen der Druckteile.
Zusätzlich ist es möglich, die Objekte von Hand vom Fließband zu lösen. Dabei ist besonders darauf zu achten, das Fließband nicht durch scharfe Gegenstände wie Spatel oder Schaber zu beschädigen.
Abhängig von der Objektgeometrie sind Stützstrukturen notwendig, um einen Druckstart in der Luft zu verhindern. Dies gilt unabhängig vom Druck Winkel!
Der One Pro mit einem Druck Winkel von 45°, ermöglicht Ihnen freie Strukturen in Fließband Richtung zu erzeugen.
In Richtung der Z- Achse sind Überhang Winkel zwischen ca. 60° und -20° möglich, ohne die Verwendung von Stützstrukturen.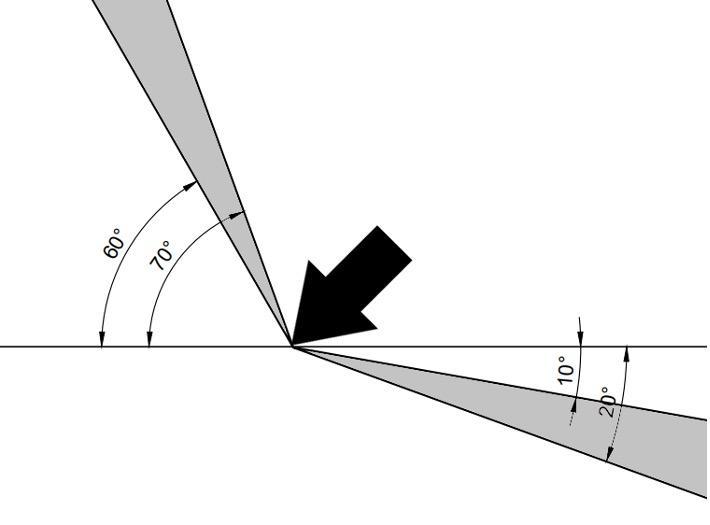
Wir stellten fest, dass bei der Herstellung eines 3D Objekts mit unserer 3D Fließband Technik, tendenziell weniger Stützstrukturen verwendet werden müssen. Je nach Geometrie sind allerdings in Einzelfällen auch mehr Strukturen notwendig.
Es gibt einige Portale, die teilweise kostenlose 3D Modelle und Anleitungen zum Download anbieten.
Beispiele sind:
thingiverse.com, cults3d.com, yeggi.com, grabcad.com
Zudem können Objekte mit CAD Software erstellt und dann mit dem One Pro 3D Drucker gedruckt werden.
Folgende Dateitypen können mit dem Ideamaker Slicer verarbeitet werden:
Stereolithography (.STL)
Wavefront Objects (.OBJ)
3D Manufacturing Files (.3MF)
OLT Printing File (.OLTP)
Sie haben noch Fragen?
Unser Kundensupport steht Ihnen gerne zur Verfügung!